Mellanstora och tjocka plåtar används ofta inom olika områden som spänningsdelar, såsom bulldozrar, grävmaskiner, lastare, järnvägspassagerarvagnar och andra anläggningsmaskiner och lok. Medelstora och tunga plåtar avser vanligtvis metallplåtar med en tjocklek mellan 4,5 och 25 mm. Formningsmetoderna för medelstora och tunga plåtar inkluderar huvudsakligen: kantpressningsböjning, formning av valsmaskin och pressformning. Böjning (vikning) är en allmänt använd och riklig produktlinjeformningsmetod för mellan- och tjocka plåtar.
Svårigheterna med plåtböjning är långa arbetsstycken, högt tryck, svår formning, låg effektivitet och svårkontrollerad precision. Det slutliga resultatet av böjning är en omfattande reflektion av materialparametrar, processparametrar och formparametrar. Rimlig utformning av dessa parametrar är nyckeln till att förbättra böjningsprestandan hos medium och tjocka plåtar.

Tonnaget för kantpress (kantpressbockningsmaskin)
Det första problemet med medellång och tjock plåtböjning är valet av tonnage för kantpressningsbockningsmaskinen och om fixturens och formens bärförmåga uppfyller kraven.
Kraften F appliceras av kantpressens bockningsmaskin för att driva den inbördes rörelsen mellan den övre och nedre formen och därigenom böja plattan. För bockning av 90° kolstålplåtar ger WILA det empiriska värdet av plåtspänningsbelastningen, som visas i tabell 1. När tjockleken på kolstålet är 20 mm kan den undre formen med V=160 mm väljas. Vid denna tidpunkt är kraftbelastningen för bockningsmaskinen 150t/m.
F=kraft per längdenhet (t/m);
S= materialtjocklek (mm);
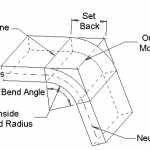
ri= böjradie för inre hörn (mm);
V= nedre formöppningsstorlek (mm);
B= kortaste flänskant (mm) );
aluminium: F×50%;
aluminiumlegering: F×100%;
rostfritt stål: F×150%;
stämpling och bockning: F×(3~5)

Tung hydraulisk klämma
De lastbärande metoderna för WILA tunga övre hydrauliska klämmor inkluderar topp- och skulderbelastning, och den maximala belastningen är 250 t/m respektive 800 t/m. Den kraftbärande ytan på fixturen använder CNC djuphärdande härdningsteknik. Rockwell-hårdheten är 56 ~ 60HRC, och härdningsdjupet är upp till 4 mm, vilket har hög hårdhet och stark slitstyrka. Den hydrauliska klämman använder hydraulisk snabbklämning, och expansionen av hydraulslangen driver rörelsen av klämstiftet så att formen automatiskt sitter och böjlinjen automatiskt centreras. För en bockningsform med en total längd på 6 meter tar det bara cirka 5 sekunder för den hydrauliska klämningen att vara helt fastspänd, och den omfattande användningseffektiviteten är 3~6 gånger högre än den för det vanliga manuella klämsystemet.

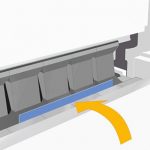
Arbetsbänk för kompensation för tunga maskiner
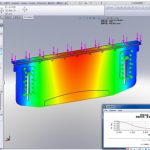
För bockning av medelstora och tjocka plåtar kan WILAs nya version av det kraftiga mekaniska kompensationsbordet inte bara enkelt uppfylla belastningskraven, utan även kompensera för böjningsmaskinens nedböjning och deformation. Den mekaniska kompensationsarbetsbänken antar hydraulisk fastspänning, ytnoggrannheten kan nå ±0,01 mm, bergbrunnens hårdhet är 56 ~ 60 HRC och härdningsdjupet är upp till 4 mm. Den mekaniska kompensationsarbetsbänken antar det universella UPB-installationsgränssnittet från WILA, som är lätt att installera och har högre noggrannhet. Den har också sina egna Tx- och Ty-riktningsjusteringar, som kan säkerställa att arbetsbänken och bakmåttet förblir parallella i främre och bakre riktningar, och kan utföra lokal vinkelavvikelsekorrigering.

Kraftig böjningsdyna/verktyg
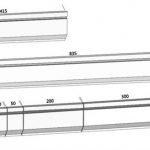
På grund av plattans tjocklek väljs i allmänhet den nedre formen med större öppningsstorlek (V24~V300) och formen med större bärighet för böjning av medium och tjocka plattor. Formens totala dimensioner är i allmänhet stora, och formens vikt har överskridit operatörens normala hanteringskapacitet. Med hjälp av rullager tillåter WILAs patenterade teknologi E2M (Easy to Move) operatörer att flytta tunga bockningsformar bekvämt, säkert och snabbt, vilket avsevärt sparar byte av form och maskinjusteringstid.
Böjningsformar med olika knivformer och nedre formöppningar som möter kundernas behov kan tillhandahållas, såsom raka knivar, svanhals-scimitarer, filéformar och multi-V-formar. Genom exakt slipning av nyckeldelar är formens måttnoggrannhet så hög som ±0,01 mm. Genom bearbetning av CNC-djupsläcknings- och härdningsteknik kan formens hårdhet nå 56 ~ 60HRC och djupet på det härdade lagret kan nå 4 mm.

För bockning av medium och tjocka plåtar med olika plåttjocklekar tillhandahåller WILA även Multi-V-formar, som finns i två former: automatisk justerbar V-port och manuell justerbar V-port, som visas i figur 6. Genom den numeriska styrmotorn resp. justeringsblocket, V-öppningsstorleken på den nedre formen kan justeras godtyckligt enligt plattans egenskaper, vilket är särskilt lämpligt för att böja medelstora och tjocka plattor med hög rebound och hög hållfasthet. Samtidigt kommer Multi-V-formen med härdade rullar med låg friktionskoefficient, vilket avsevärt kan minska de yttre vecken av böjdelarna, och samtidigt kan den minska böjningen med 10% ~ 30% jämfört med den traditionella nedre formen.

Relaterade produkter
 Hur man väljer tonnage för hydraulisk kantpressmaskin
Hur man väljer tonnage för hydraulisk kantpressmaskin- Använd färdigheter i CNC-bockningsmaskin
- Arbetsprincipen och sammansättningen av CNC pressbromsbockningsmaskin
- Hur man väljer den lämpliga pressbromsbockningsmaskinen
- Konventionell bockningssekvens och daglig användningsspecifikation för bockmaskinsform
- Varför lägga till ett kompensationssystem till en kantpressbockningsmaskin
- Hur man beräknar böjtillägg för din kantpress
- Kina pressbroms bockningsmaskin mögel
- Vad är kantpressar gjorda av? Vad är kantpressverktyg?
- Kantpressningsmaskinens fördelar och nackdelar