Fördel med CNC hydraulisk pressbromsmaskin

1. Enkel användning
CNC kantpressen är mycket lätt att använda och är en mindre arbetsintensiv maskin. Föraren kan därför hantera många maskiner samtidigt. Dessa maskiner kan enkelt manövreras via beröring, känsla och ljud från operatören. Utöver detta är de mycket användarvänliga och har ett mycket kraftfullt kontrollsystem.
2. Flexibel programmering
Den flexibla programmeringen av CNC-kantpressen gör det möjligt för operatören att styra maskinen på enkel engelska eller något annat lämpligt språk.

De olika typerna av operationer som kan utföras finns också tillgängliga som alternativ på menyn. När den önskade operationen har valts visas en annan lista med frågor på skärmen angående cykeltider, material, tryck och andra element relaterade till produktionsprocessen. Och efter att operatören matat in svaren i maskinen, visas värdena på skärmen för bekräftelse innan den relaterade uppgiften påbörjas.
3. Modern design
CNC-kantpressen har en modern design som gör det möjligt för operatören att enkelt ordna sekvensen av kurvor. Det hjälper också operatören att snabbt tillverka den önskade produkten. Dessutom behöver operatören inte längre uppskatta den erforderliga mängden tryck för att skapa en viss grad av böjning. Även andra faktorer som längd på fläns, typ av material, mängd tjocklek och grad av böj kan matas in direkt i CNC-styrenheten. Den del som ska tillverkas kan också ses i antingen 2D- eller 3D-versionen. Utöver detta, efter att den första delen har programmerats på maskinen eller via en offline PC, kan en mindre skicklig operatör också enkelt producera de efterföljande delarna.

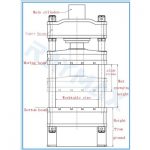
4. Det finns två linjära skalor installerade på "C"-plattor på båda sidor.
Vi fixar det på arbetsbordet för att eliminera effekten av avböjning under arbetet. Den linjära skalan kommer att inspektera båda ändlägena för ram (Y1, Y2) och skicka signalen. Efter förstärkning med CNC-förstärkare, kommer signalen att matas tillbaka till datorn. Då kommer datorn att styra volymen olja som kommer in i cylindrarna. Så parallelliteten mellan ram och arbetsbord kunde kontrolleras under ±0,01 mm.
5. Mångsidighet: Böj valfri tjocklek och materialtyp (inom bromsarnas fysiska gränser), inklusive komplexa delar som elektroniska chassi/konsoler.
6. DELEM-systemet har automatiska test- och självdiagnosfunktioner. Programmering inkluderar även storlekar på plåt att böja, dimensioner på arbetsstycket och val av verktyg. Sedan kunde CNC-systemet beräkna böjkraften och positionen för bakmått och ram automatiskt. Även reläet för rampenetrering och pressningstid kunde beräknas. Elektrohydraulisk proportionell ventil av utmärkt kvalitet kan säkerställa synkroniseringen av båda cylindrarna samt god kapacitet att hantera excentrisk belastning.

7. Bakmåttet använder rullande kulskruv och rullstyrningsväg, så att den upprepade positioneringsprecisionen för X-axeln kan nå ±0,1 mm. Full maskin är med säkerhetsskydd och låsanordning för att skydda operatören från skadade.
8. De huvudsakliga glidande delarna såsom cylindrar, kolvstång, styrväg, är alla med slitstyrka behandling.
9. CNC-systemet kommer att styra slaglängden på CNC hydrauliska kantpressmaskinens kolv och baklängd, allt med god precision.
Nackdel med CNC hydraulisk kantpress
1. Materialhantering: Svårigheter att materialhantera stora ark
2. Verktyg: Under- och toppverktyg krävs
3. Flänslängden måste sträcka sig över formen under hela bockningsoperationen, vilket begränsar flänsstorleken
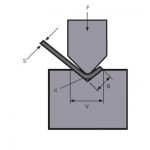
4. Återfjädring: I slutet av böjningen sker återfjädring på grund av återhämtningen av elastisk deformation, som visas i figur 1. Rebound-fenomenet påverkar direkt arbetsstyckets dimensionella noggrannhet och måste kontrolleras. Processåtgärderna som vidtas i detta avseende är: ① Vinkelkompensationsmetod. Om arbetsstyckets böjningsvinkel på 90 °, kan bockningsmaskinen under spåret (V-formad) öppningsvinkel väljas 78 °.

Figur 1
Trycksättningstiden ökas med korrigeringsmetoden. Utför tryckkorrigering i slutet av böjningen för att förlänga kontakttiden för den övre dynan, arbetsstycket och det nedre spåret på bockningsmaskinen för att öka graden av plastisk deformation vid det nedre spårets käl, så att fibrernas återhämtningstendens. i spännings- och kompressionszonen är motsatta varandra, vilket minskar returbomben.
Relaterade produkter
 Arbetsprincipen och sammansättningen av CNC pressbromsbockningsmaskin
Arbetsprincipen och sammansättningen av CNC pressbromsbockningsmaskin- WILA effektiv lösning för att böja medelstora och tjocka plattor
- Hur man väljer tonnage för hydraulisk kantpressmaskin
- Topp 10 Kina Power Press Tillverkare
- Hur man väljer lämplig CNC hydraulisk kantpress
- 4 steg att känna till E21-systemet för CNC-plåtbockare
- Vad är kantpressning
- Hur man använder giljotinklippningsmaskinen
- Underhåll av hydraulisk pressmaskin
- Säker driftsregler för hydraulisk pressmaskin