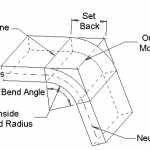
Du har din kantpress, inställd för att böja ditt material precis där du vill ha det, i exakt den vinkel som jobbet kräver. Din formning är i form, dina siffror har knäckts och din pålitliga kantpress väntar bara på att göra sitt.

Men det finns en viktig sak som lätt förbises och att förstå hur det fungerar och ännu viktigare hur man ställer in det är viktigt. Vi pratar såklart om kröningsprocessen.
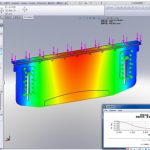
Crowning kommer in för att spela när långa eller stora delar är böjda, det kan också vara fördelaktigt på längre, tyngre kantpressar och de i den övre änden av kraftskalan. När belastning appliceras för att bilda en böj uppstår en viss grad av avböjning. Detta orsakar deformation och det betyder att om din böj är punktvis exakt i ändarna, tack vare det servohydrauliska systemet och kolvarna i ändarna av balken, kanske det inte alltid är fallet närmare mitten av ditt arbetsstycke.
Det är inte ett fall av operatörsfel eller ett problem med din kantpress; det är mer ett enkelt faktum inom materialvetenskap och fysik. Processen att kompensera för det fenomenet är i ett nötskal krönande.
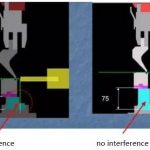
För att säkerställa en konsekvent böj längs hela längden av ett arbetsstycke är ett kröningssystem avgörande, det kan antingen vara i kantpressens balk, i själva bordet eller till och med båda. Det säkerställer att vinklarna i mitten av din stråle matchar dem i ändarna, och kompenserar mot den avböjningen exakt där kompensation behövs. Hydraulisk kröning tenderar att vara inbyggd i dagens kantpressar; det finns också CNC-kilar som kan erbjudas som ett tillägg av verktygsleverantören eller kantpresstillverkaren.
1. Hydraulisk galning
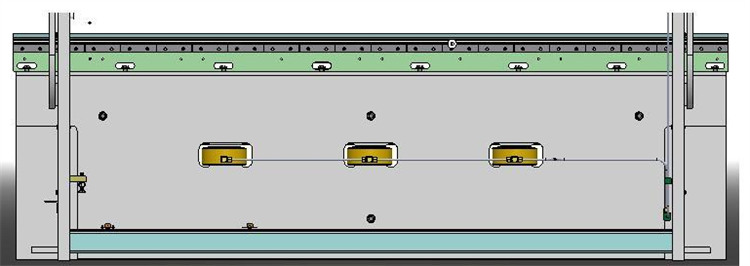
På kantpressens ram, förutom att installera två hydraulcylindrar på två sidor, installera ytterligare två extra hydraulcylinder i mitten av maskinen. När den slogs ned fylldes hjälpcylindern med flytande olja och gick nedåt. Under böjningsprocessen kommer hydraulolja in i hjälpcylindern, så att sliden genererar nedåtböjning för kompensation.
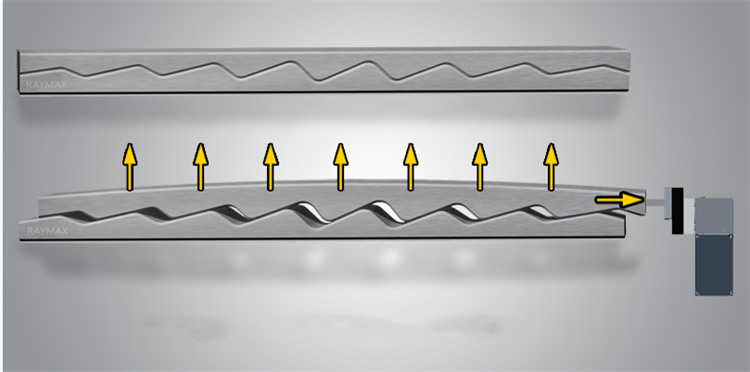
Installera den extra hydrauliska cylindern i den nedre delen av arbetsbordet. Under böjprocessen genererar den en uppåtriktad kraft på arbetsbordet, som bildar det automatiska krönningssystemet.
Tryckkompensationsanordningen är sammansatt av flera små oljecylindrar. innefattande en oljecylinder, ett moderkort, en hjälpplatta och en stiftaxel och en kompensationscylinder placeras på arbetsbordet, och ett tryckkompensationssystem är utformat med en proportionell avlastningsventil.
När du arbetar. hjälpplattan stöder oljecylindern, oljecylindern håller upp moderkortet. övervinner bara deformationen av sliden och arbetsbordet. Den konvexa anordningen styrs av ett numeriskt styrsystem, så att förspänningen kan bestämmas enligt plåtens tjocklek, öppningen av formen och materialets draghållfasthet vid bockning av olika plåtmaterial.
Fördelen med hydraulisk kröning är att den kan realisera avböjningskompensationen för kontinuerlig variabel deformation med stor kompensationsflexibilitet, men det finns vissa nackdelar med komplex struktur och relativt höga kostnader.

2. Mekanisk kröning
Mekanisk kröning är en slags ny avböjningskompensationsmetod, som vanligtvis används triangulär sned kilstruktur.
Principen är att det tvåtriangeliga kilblocket med en vinklar, den övre kilen rör sig i fixerad i x-riktningen.kan bara röra sig i y-riktningen. När kilen rör sig avståndet längs x-riktningen, rör sig den övre kilen uppåt h-avståndet under den nedre kilens kraft. vilket är principen för den mekaniska kröningen.
Angående befintlig mekanisk kompensationsstruktur. två bolsterplattor placeras i full längd på arbetsbordet, de övre och nedre plattorna är sammankopplade genom tallriksfjädern och bots. De övre och nedre plattorna består av ett antal sneda kilar med olika lutningar, genom motordrivningen för att göra dem relativt rörliga, bilda och idealiska kurvor för en uppsättning konvexa positioner.

Relaterade produkter
 Hur man väljer tonnage för hydraulisk kantpressmaskin
Hur man väljer tonnage för hydraulisk kantpressmaskin- Hur man beräknar böjtillägg för din kantpress
- Varför lägga till ett kompensationssystem till en kantpressbockningsmaskin
- Kantonmässan
- Kina 40 ton kantpress
- Säker driftsregler för hydraulisk pressmaskin
- Topp 10 Kina Power Press Tillverkare
- Vad är kantpressar gjorda av? Vad är kantpressverktyg?
- Hur man väljer den lämpliga pressbromsbockningsmaskinen
- Konventionell bockningssekvens och daglig användningsspecifikation för bockmaskinsform