Konventionell böjsekvens
1. Kortsidan först och långsidan först: Generellt sett, när alla fyra sidor är böjda, är vikning av kortsidan först och sedan långsidan fördelaktigt för bearbetningen av arbetsstycket och monteringen av bockningsformen.
2. Perifer först och sedan mitten: Under normala förhållanden börjar den vanligtvis från arbetsstyckets periferi och viker sig mot mitten av arbetsstycket.
3. Delvis först, sedan hela: Om det finns några strukturer inuti eller utanför arbetsstycket som skiljer sig från andra bockningsstrukturer, böjs vanligtvis dessa strukturer först och sedan andra delar.
4. Tänk på störningssituationen och arrangera böjningssekvensen på ett rimligt sätt: böjningssekvensen är inte statisk, och bearbetningssekvensen bör justeras på lämpligt sätt enligt böjningsformen eller hindren på arbetsstycket.

Daglig användningsspecifikation för bockmaskinsform
1. Slå på strömmen till kantpressens bockningsmaskin, vrid nyckelbrytaren, tryck på oljepumpen för att starta, bockmaskinens oljepump börjar rotera och maskinen har ännu inte börjat fungera.
2. Slagjusteringen kräver en provkörning när bockningsmaskinens form officiellt startas. När den övre dynan på bockningsmaskinen sjunker till botten måste det finnas ett gap av plåttjocklek. Annars kommer det att skada formen och maskinen. Slagjusteringen har även elektrisk snabbjustering och manuell finjustering.
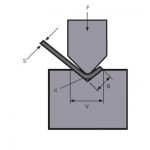
3. För valet av skåran på bockmaskinsformen väljs i allmänhet en skåra på 8 gånger bredden på plåttjockleken. Om du böjer ett 4 mm ark måste du välja en slits på cirka 32.

4. Kontrollera överlappningen och fastheten hos de övre och nedre formarna på bockningsmaskinen; kontrollera om positioneringsanordningarna uppfyller kraven för att bearbetas. Kontrollera ofta överlappningen av de övre och nedre formarna; om tryckmätarens instruktioner uppfyller bestämmelserna.
5. När plåten är böjd måste den komprimeras för att förhindra att plåten lyfts och skadar operatören under böjning.
6. Strömförsörjningen måste brytas vid justering av plåtformen och driften ska stoppas.
7. Vid ändring av öppningen på den nedre dynan på den variabla bockningsmaskinen får inget material komma i kontakt med den nedre dynan.
8. Det är förbjudet att använda bockmaskiner för att böja för tjocka järnplåtar eller härdade stålplåtar, högkvalitativa legerade stål, fyrkantsstål och plåtar som överstiger plåtbockningsmaskinens prestanda för att undvika skador på verktygsmaskinen .
9. Stäng av bockningsmaskinen och placera träklossar på de nedre formarna under cylindrarna på båda sidor för att sänka den övre glidplattan på träklossarna. Avsluta styrsystemprogrammet först och bryt sedan strömförsörjningen.

Relaterade produkter
 Säker driftsregler för hydraulisk pressmaskin
Säker driftsregler för hydraulisk pressmaskin- Hur man väljer den lämpliga pressbromsbockningsmaskinen
- Använd färdigheter i CNC-bockningsmaskin
- WILA effektiv lösning för att böja medelstora och tjocka plattor
- Hur man väljer tonnage för hydraulisk kantpressmaskin
- Vanliga fel och felsökningsmetod för hydraulisk press med fyra kolumner
- Reparation av vanliga fel på hydraulisk klippmaskin och underhåll av oljekretssystemet
- Varför lägga till ett kompensationssystem till en kantpressbockningsmaskin
- Vad är kantpressning
- Hur man beräknar böjtillägg för din kantpress