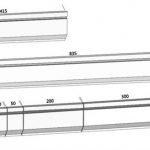
CNC-bockningsmaskinen är viktig utrustning vid bearbetning av plåt, och dess arbetsnoggrannhet påverkar direkt arbetsstyckets böjningsnoggrannhet. I arbetsstyckets böjningsprocessen utsätts kantpresssmaskinen för den största kraften i båda ändarna av glidaren, och reaktionskraften under böjningen av plattan orsakar konkav deformation på glidarens nedre yta. Deformationen av glidarens mittdel är den största, och arbetsstyckets slutliga böjningsvinkel Storleken varierar över hela längden.
Arbetsbänk-full last-deformation


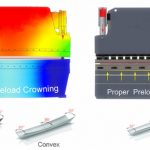
För att eliminera de negativa effekterna som orsakas av glidarens deformation är det nödvändigt att kompensera för glidarens deformationsdeformation. De vanliga kompensationsmetoderna inkluderar hydraulisk kompensation och mekanisk kompensering, som båda gör att mitten av arbetsbordet producerar uppåtriktad elastisk deformation för att kompensera. Deformationen av verktygsmaskinsliden säkerställer noggrannheten hos bearbetningsfogytan och förbättrar arbetsstyckets noggrannhet.


Tabell för analys av mögelsäkerhetsfaktorer

Två kompensationsmetoder
1. Hydraulisk kompensation
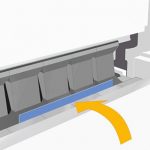
Arbetsbänkens hydrauliska automatiska avböjningskompensationsmekanism består av en grupp oljecylindrar installerade i den nedre arbetsbänken. Positionen och storleken för varje kompensationscylinder är utformad enligt avböjningskompensationskurvan för skjutreglaget och analysen av finita element på arbetsbänken. Den hydrauliska kompensationen är utbuktningskompensationen för den neutrala versionen som realiseras genom den relativa förskjutningen mellan de främre, mellersta och bakre tre vertikala plattorna. Principen är att realisera utbuktningen genom den elastiska deformationen av själva stålplåten, så att kompensationsbeloppet kan justeras inom arbetsbordets elastiska område.

2. Mekanisk kompensation
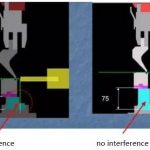
Den mekaniska kompensationen är sammansatt av en uppsättning utskjutande sneda kilar med lutande ytor, och varje utskjutande kil är utformad enligt avböjningskurvan för skjutreglaget och arbetsbordet baserat på finita elementanalysen. Det numeriska styrsystemet beräknar den erforderliga kompensationsmängden enligt belastningskraften när arbetsstycket böjs (denna kraft kommer att orsaka avböjning och deformation av glidaren och arbetsbordets vertikala platta), och kontrollerar automatiskt den relativa rörelsen av de konvexa kilarna för att effektivt kompensera avböjningsdeformationen som produceras av glidblocket och den vertikala plattan på arbetsbordet kan erhålla det ideala böjningsarbetsstycket. Den mekaniska avböjningskompensationen realiseras genom att styra positionen för att uppnå "förstötning". En uppsättning kilar bildar en linje i arbetsbordets längdriktning. Kurvan med samma avböjning gör gapet mellan den övre och nedre formen konsekvent under bockning, vilket säkerställer samma vinkel för bockningsarbetsstycket i längdriktningen.


Relaterade produkter
 Vanliga mekaniska fel och underhåll av kantpressningsbockningsmaskiner
Vanliga mekaniska fel och underhåll av kantpressningsbockningsmaskiner- Kina pressbroms bockningsmaskin mögel
- 4 steg att känna till E21-systemet för CNC-plåtbockare
- Vad är kantpressning
- Hur man väljer tonnage för hydraulisk kantpressmaskin
- Vad är kantpressar gjorda av? Vad är kantpressverktyg?
- Hur man gör avböjningskompensation för CNC-plåtbockare
- Använd färdigheter i CNC-bockningsmaskin
- Hur många typer av hydraulisk kantpress
- Hur man väljer lämplig CNC hydraulisk kantpress