För att eliminera de negativa effekterna som orsakas av glidarens deformation är det nödvändigt att kompensera glidarens avböjningsdeformation. Ersättningsmetoderna nedan:
1. Hydraulisk kompensation
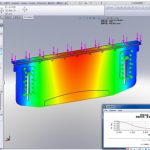
Arbetsbänkens hydrauliska automatiska avböjningskompensationsmekanism består av en grupp oljecylindrar installerade i den nedre arbetsbänken. Positionen och storleken för varje kompensationscylinder är utformad enligt avböjningskompensationskurvan för skjutreglaget och analysen av finita element på arbetsbänken.
Den hydrauliska kompensationen för utbuktning av den neutrala versionen realiseras genom den relativa förskjutningen mellan de främre, mellersta och bakre tre vertikala plattorna. Principen är att realisera utbuktningen genom den elastiska deformationen av själva stålplåten, så att kompensationen kan realiseras inom det elastiska området för arbetsbordets justering.

2. Mekanisk kompensationstabellsmetod
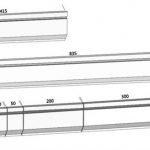
De utskjutande kilarna är sammansatta av en uppsättning utskjutande sneda kilar med lutande ytor. Varje utskjutande kilar är utformade enligt avböjningskurvan för glidblocket och arbetsbordet genom finita elementanalysen.
Det numeriska styrsystemet beräknar den erforderliga kompensationsmängden enligt belastningskraften när arbetsstycket böjs (denna kraft kommer att orsaka avböjning och deformation av glidaren och arbetsbordets vertikala platta), och styr automatiskt den relativa rörelsen av den konvexa kilen. Därigenom kan den effektivt kompensera avböjningsdeformationen som produceras av glidblocket och den vertikala plattan på arbetsbordet, och kan erhålla det ideala böjningsarbetsstycket.
Den mekaniska avböjningskompensationen realiseras genom att styra läget för "förutsprånget", och en uppsättning kilar bildas i arbetsbordets längdriktning. Kurvan med samma faktiska avböjning gör gapet mellan den övre och nedre formen konsekvent under bockning, vilket säkerställer samma vinkel för bockningsarbetsstycket i längdriktningen.

Fördelar med mekanisk kompensation
1) Mekanisk kompensation kan erhålla noggrann deformationskompensation över hela arbetsbordets längd. Mekanisk avböjningskompensation har långvarig stabilitet, minskar underhållsfrekvensen för hydraulisk kompensation (som oljeläckage) och är underhållsfri under verktygsmaskinens livstid.
2) Eftersom mekanisk avböjningskompensation har fler kompensationspunkter, kan CNC-plåtbromsen uppnå linjär kompensation vid böjning av arbetsstycket under arbete och kan förbättra arbetsstyckets böjningseffekt.
3) Mekanisk kompensation använder en potentiometer för att mäta positionen för retursignalen. Som en numerisk styraxel realiserar den digital styrning och gör kompensationsvärdet mer exakt.
Relaterade produkter
 Varför lägga till ett kompensationssystem till en kantpressbockningsmaskin
Varför lägga till ett kompensationssystem till en kantpressbockningsmaskin- Hydraulisk kantpress för rostfritt stål
- Vanliga mekaniska fel och underhåll av kantpressningsbockningsmaskiner
- Vanliga fel och felsökningsmetoder för 100t fyrkolumn hydraulisk press
- Hydraulisk tandem kantpress
- Elektrohydraulisk synkron VS torsionsaxel synkron CNC bockningsmaskin
- DA66T CNC hydraulisk kantpressmaskin
- IPG Closed Type Board 4KW Fiber Laser Metal Cut Machine
- Kina pressbroms bockningsmaskin mögel
- Hur många typer av hydraulisk kantpress