1. Olika strukturella principer
Designprinciperna för de två modellerna är olika, vilket resulterar i olika strukturer för att säkerställa synkronisering på båda sidor av böjsliden. Torsionsaxelbockningsmaskinen använder en torsionsaxel för att ansluta de vänstra och högra svängstängerna för att bilda en torsionsaxel som tvingar en synkroniseringsmekanism att röra sig upp och ner i cylindrarna på båda sidor, så torsionsaxelsynkroniseringsbockmaskinen är en mekanisk tvångssynkroniseringsmetod , och skjutreglagets parallellitet kan inte automatiskt kontrolleras automatisk medling.
Den elektrohydrauliska synkronbockningsmaskinen ska installera en magnetisk (optisk) skala på skjutreglaget och väggplattan. Det numeriska styrsystemet kan analysera synkroniseringen av båda sidor av skjutreglaget genom återkopplingsinformationen från den magnetiska (optiska) skalan när som helst. Om det finns ett fel kommer det numeriska styrsystemet att justera genom den proportionella elektrohydrauliska servoventilen för att synkronisera slaget på båda sidor av reglaget. Numeriskt styrsystem, hydraulisk styrventilgrupp och magnetisk skala utgör återkopplingsstyrningen för den elektrohydrauliska synkrona bockningsmaskinen.

2. Precision
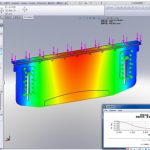
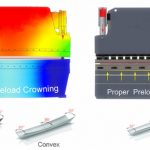
Reglagets parallellitet bestämmer arbetsstyckets vinkel. Den synkrona bockningsmaskinen med torsionsaxel bibehåller mekaniskt synkroniseringen av skjutreglaget, utan realtidsfelåterkoppling, och maskinen själv kan inte göra automatiska justeringar. Dessutom är dess dellastkapacitet dålig (torsionsaxelns synkronbockningsmaskin använder torsionsaxeln för att tvinga synkroniseringsmekanismen att flytta cylindrarna på båda sidor upp och ner. Om den långvariga dellasten kommer att få torsionsaxeln att deformeras .), är den elektrohydrauliska synkrona bockningsmaskinen ett system genom proportionell elektrisk. Vätskeventilgruppen styr skjutreglagets synkronisering, och den magnetiska (optiska) skalan ger felåterkoppling i realtid. Om det finns ett fel kommer systemet att justera genom proportionalventilen för att upprätthålla synkroniseringen av skjutreglaget.
3. Hastighet
Det finns två punkter i maskinens arbete som bestämmer dess körhastighet: (1) skjutreglagehastighet, (2) baklängdshastighet, (3) böjningssteg.
Den synkrona bockningsmaskinen med torsionsaxel använder en 6:1 eller 8:1 cylinder, som är långsam, medan den elektrohydrauliska synkronbockningsmaskinen använder en 13:1 eller 15:1 cylinder, som är snabb. Därför är den snabba nedhastigheten och returhastigheten för den elektrohydrauliska synkrona bockningsmaskinen mycket högre än den torsionssynkrona bockningsmaskinen.
När skjutreglaget för torsionsaxelns synkronbockningsmaskin rör sig nedåt, även om hastigheten har funktionerna att snabba ner och sakta ner, är de snabba ned- och returhastigheterna endast 80 mm/s, och den snabba och långsamma växlingen är inte jämn. Backgaugens körhastighet är endast 100 mm/s.
Om arbetsstycket behöver böjas i flera steg, måste varje process av torsionsaxelns synkronbockningsmaskin ställas in separat, och bearbetningsprocessen är mycket besvärlig. Den elektrohydrauliska synkrona maskinen kan dock ställa in och spara processen för varje steg genom datorn och kan användas kontinuerligt, vilket avsevärt förbättrar hastigheten på böjningssteget och förbättrar arbetseffektiviteten.
När reglaget på den elektrohydrauliska synkrona bockningsmaskinen går ner har hastigheten funktionerna att snabba ner och sakta ner. Den snabba ned- och returhastigheten kan nå 200 mm/s, och den snabba och långsamma omvandlingen är smidig, vilket avsevärt kan förbättra produktionseffektiviteten. Samtidigt når backgaugens körhastighet 300 mm/s.
4. Styrka
På grund av sin egen konstruktion kan torsionssynkronbockningsmaskinen inte böjas under excentrisk belastning. Om den böjs under excentrisk belastning under lång tid kommer det att göra att torsionsaxeln deformeras. Den elektrohydrauliska synkrona CNC-bockningsmaskinen har inte ett sådant problem. Y1- och Y2-axlarna på vänster och höger sida fungerar oberoende, så den kan böjas under delbelastning. Arbetseffektiviteten hos en elektrohydraulisk synkron bockningsmaskin kan motsvara två till tre torsionsaxlar synkrona bockningsmaskiner.
Relaterade produkter
 Arbetsprincipen och sammansättningen av CNC pressbromsbockningsmaskin
Arbetsprincipen och sammansättningen av CNC pressbromsbockningsmaskin- Varför lägga till ett kompensationssystem till en kantpressbockningsmaskin
- Jämförelse och urval av kantpress CNC-system
- 4 steg att känna till E21-systemet för CNC-plåtbockare
- Hur man gör avböjningskompensation för CNC-plåtbockare
- Bästsäljande hydraulisk tryck hydraulisk verkstadspress hydraulisk press ton hydraulisk
- Kina 40 ton kantpress
- Säker driftsregler för hydraulisk pressmaskin
- WILA effektiv lösning för att böja medelstora och tjocka plattor
- Vanliga mekaniska fel och underhåll av kantpressningsbockningsmaskiner