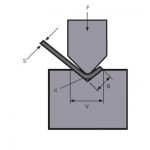
CNC-kantpressningsmaskinen använder den utrustade formen (allmän eller speciell form) för att böja den kalla metallplåten till olika geometriska tvärsnittsformer. Det är en plåtformningsmaskin designad för kallvalsad plåtbearbetning och används i stor utsträckning vid böjning av plåt i industrier som bilar, flygplanstillverkning, lätt industri, skeppsbyggnad, containrar, hissar och järnvägsfordon.
Ett automatiskt styrsystem byggt på principen om hydraulisk transmission. I ett sådant system ändras aktuatorns rörelse när styrsignalen ändras.
Den elektrohydrauliska servoventilen är en automatisk styrventil. Det är både en elektrohydraulisk omvandlingskomponent och en effektförstärkningskomponent. Dess funktion är att omvandla en analog signalingång med liten effekt till ett stort svar med storleken och polariteten hos den elektriska signalen och ett snabbt svar. Driv hydrauliskt energiflöde och tryckutgång för att kontrollera förskjutningen, hastigheten, accelerationen och kraften hos det hydrauliska ställdonet. Den elektrohydrauliska servoventilen består vanligtvis av en elektrisk-mekanisk omvandlare, en hydraulisk förstärkare och en återkopplingsmekanism för detektering.
Frågan om CNC kantpresssbockningsmaskin
1. Hur många axlar har CNC Press Brake?
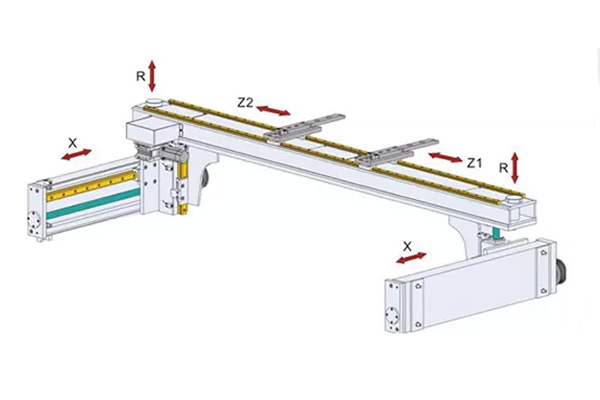
Det finns många CNC-axlar i CNC-kantpressningsmaskinen, som kan vara upp till 18 axlar som mest. De vanligaste CNC-axelfunktionerna är följande: Y1Y2-axelreglage upp och ner 100 rörelser (elektrohydraulisk servoventil), X-axel fram och tillbaka rörelse av bakmätaren (servomotor), R-axeln bakåtrörelse av backspärren (servo) motor), Z1Z2-axelstopprörelse för vänster och höger fingrar (servomotor) och W-axelns konvexa bord.
Den axiella förskjutningen av Zhongrui CNC Press Brake har flera axlar. Vanliga föremål är:
● Upp och ned förskjutning av cylinderslaget
● Fram och tillbaka förskjutning av bakmått
● Lyftförskjutning av bakprofil
● Vänster och höger förskjutning av överfingret
● Lyftförskjutning för bordsavböjningskompensation
● Böjplattans hjälpkonsol förskjutning
● Förskjutning fram och bak
2. Vilken roll har servomotorn bredvid CNC Press Brake ventilblocket?
Den används för matning, matningen styrs av servomotorn för precision, och den hydrauliska delen är böjd och böjningen styrs av denna servomotor.
3. Hur styrs den hydrauliska kolumnen på CNC Press Brake?
Efter att ventilgruppen styr upp och ner styr den vanliga torsionsaxelbockningsmaskinen bockningsdjupet genom skruvmutterns position i oljecylindern, och den elektrohydrauliska servobockningsmaskinen återkopplar positionen genom gallerlinjalen, och systemet kontrollerar böjdjupet.
4. Vad är anledningen till att CNC Press Brake hydraulcylinder inte fungerar
Oljekrets: den första kontrollen om oljan i inspektionsbränsletanken är tillräcklig, magnetventilen fungerar inte, är spolen trasig eller har fastnat och om överströmningsventilkällan fungerar
Det är inga problem att se om oljecylindern läcker (oljecylindern faller sakta av sig själv när den inte fungerar)
5. Den populära stilen CNC-styrenhet
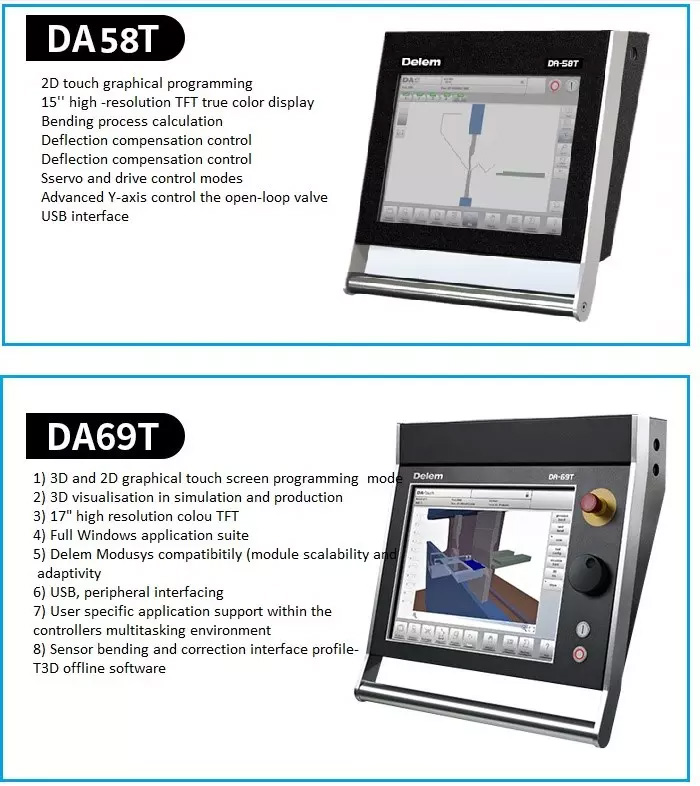
De populära CNC-styrenheterna är DA52S/DA53T/DA58T/DA66T/DA69/CybTouch8/CybTouch12 och etc.
Relaterade produkter
 WILA effektiv lösning för att böja medelstora och tjocka plattor
WILA effektiv lösning för att böja medelstora och tjocka plattor- Hur man väljer tonnage för hydraulisk kantpressmaskin
- Kantpressningsmaskinens fördelar och nackdelar
- Elektrohydraulisk synkron VS torsionsaxel synkron CNC bockningsmaskin
- Kina pressbroms bockningsmaskin mögel
- Säker driftsregler för hydraulisk pressmaskin
- Använd färdigheter i CNC-bockningsmaskin
- Vanliga mekaniska fel och underhåll av kantpressningsbockningsmaskiner
- 2021 Ultimate Guide of Metal Brake Machine
- Hur många typer av hydraulisk kantpress