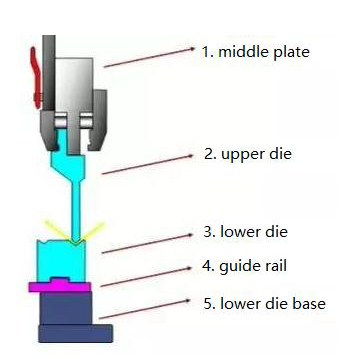
Vad är kantpressen?
Kantpressar är ett verktyg som används av kantpressen för att bilda en plåt. Detta verktyg består av olika delar, och de olika verktygen består av olika delar.
Den realiserar huvudsakligen bearbetningen av delarnas form genom att ändra det formade materialets fysiska tillstånd. det är ett verktyg för att göra ett ämne till en del av en viss form och storlek under pressning av kantpressmaskinen.
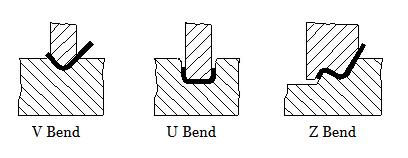
Vanligt använda kantpressar
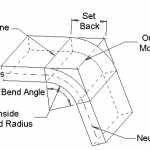
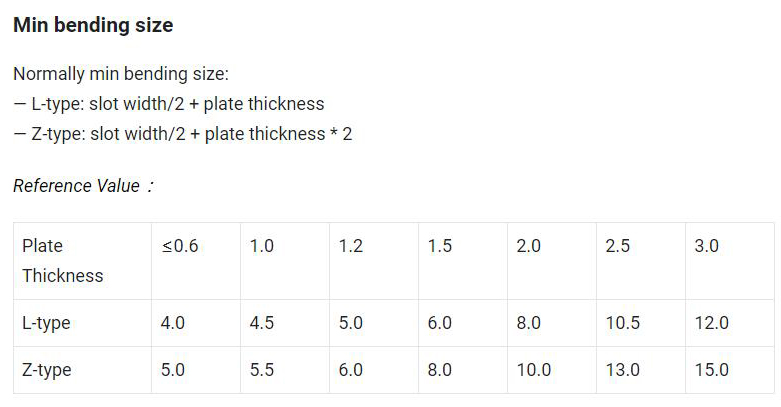
I allmänhet är höjden på flänskanten L≥3t (t=plåttjocklek). Om höjden på den flänsade kanten är för liten, är ens användning av bockningsform inte gynnsam för formning.
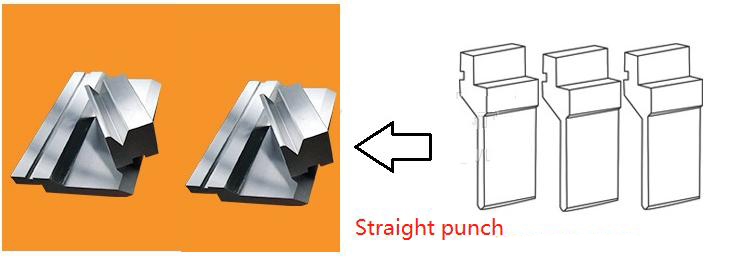
Klassificeringen av kantpressar
| Punch typ | Huvudapplikation |
| Rak stans | Tillverkade vinklar ≥90° |
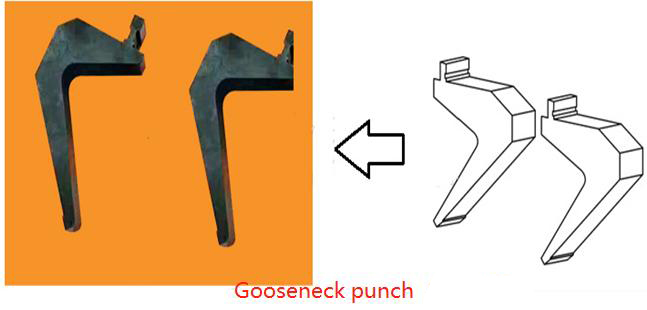
| Svanhalsslag | Tillverkade vinklar ≥90° |
| Akut slag | Tillverkade vinklar≥30° |
Dö
| Punch typ | Huvudapplikation |
| Sjung V die | 1. Medan v vinkel = 88(ref), kan böja vinklar ≥ 90° |
| Dubbel V-matris | 2. Medan V-vinkel = 30°(ref), kan böja vinklar ≥ 30° |
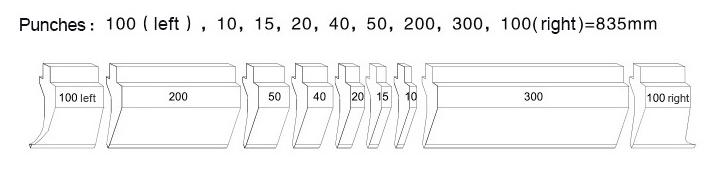
Tryck på bromssegmentmatrisen
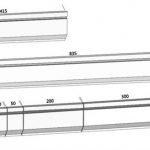
Vanligtvis är standardlängden på kantpressen och stansen 835 mm. För att böja arbetsstycket i olika längder är stansen och formen separerade i nedanstående storlekar:
10+15+20+40+50+100+100+200+300=835

Material för kantpressar
Generellt sett är materialen för kantpress, inklusive T8 stål, T10 stål, 42CrMo och Cr12MoV.Cr12MoV också bra material. Att använda prestanda kan vara nöjd, processen
prestanda är också bra, men priset kommer att vara högt.
42CrMo är en höghållfast legeringshärdad och härdat stål med hög hållfasthet och stark seghet. Det kan arbeta under en temperatur på -500 ° ℃.
Hur man väljer kantpresssparametrar Formel för kantpressens höjd
- Slaglängd (mm)=dagsljus - mittplattans höjd - övre formhöjden - nedre formhöjden (nedre formhöjden - 0,5V+t)
t = plåttjocklek ( mm )
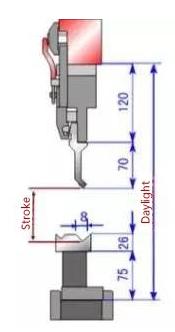
Givet: dagsljus 370mm, max slaglängd 100mm
Räckvidd: slaglängd = 370-120-70-75-(26-0,5*8+t)= (83-t)mm
Obs: 0,5V < max slaglängd
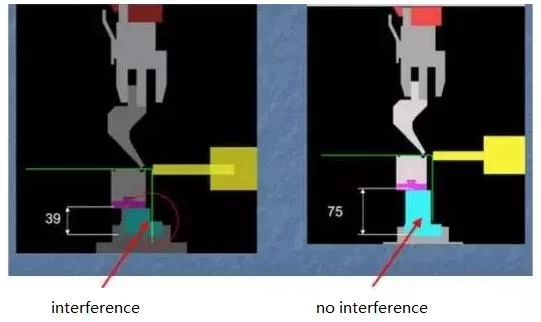
Observera att den nedre formbasen också har många olika höjder, som används för olika tillverkningsändamål. Så glöm inte detta när du väljer nedre formbas.
Nedre formtyp
I allmänhet har den nedre formen en enkel V-typ och dubbel V-typ, bland vilka den är separerad i den separerade formen och fullängdsformen. Den olika formen appliceras på en annan tillverkningsändamål
Emellertid har singel-V-matrisen en mycket bredare tillämpning än dubbel-V-matris, medan den separata dien är mer allmänt använd än fullängdsmatris.
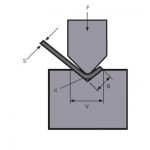
Lägre form v bredd, V spårvinkel
Val av V-spår & plåttjocklek (T):
| T | 0.5~2.6 | 3~8 | 9~10 | ≥12 |
| V | 6×T | 8×T | 10×T | 12×T |
V-vinkeln på den nedre formen är densamma som den övre formens vinkel.
| Plåttjocklek | ≤0,6 | 1.0 | 1.2 | 1.5 | 2.0 | 2.5 | 3.0 |
| Formens bredd | 4 | 6 | 8 | 10 | 12 | 16 | 18 |
För att välja en liten v-dyna för böjningsändamål i vissa speciella fall, bör spridningen av varje stans öka 0,2 mm
För mer information vänligen kontakta oss, vi kommer att ge dig en fullständig lösning.
Relaterade produkter
 Hur man beräknar böjtillägg för din kantpress
Hur man beräknar böjtillägg för din kantpress- Varför lägga till ett kompensationssystem till en kantpressbockningsmaskin
- WILA effektiv lösning för att böja medelstora och tjocka plattor
- Hur man väljer den lämpliga pressbromsbockningsmaskinen
- Hur man väljer tonnage för hydraulisk kantpressmaskin
- Vad är kantpressning
- Vanliga mekaniska fel och underhåll av kantpressningsbockningsmaskiner
- Hur många typer av hydraulisk kantpress
- Kina 40 ton kantpress
- Kina pressbroms bockningsmaskin mögel