Kantpressningsstans/dys är uppdelad i övre och nedre formar, som används för plåtstansning och separering av formar. Formen för formning har ett hålrum och formen för separering har en skäregg. Pressbromsmaskinens stans/stans har stor inverkan på arbetsstyckets noggrannhet. I bockningsprocessen är formen allt som kommer i kontakt med arbetsstycket.
Bockmaskinens/kantpressens kantpressar är L-formade, R-formade, U-formade, Z-formade etc. Den övre formen är huvudsakligen 90 grader, 88 grader, 45 grader, 30 grader, 20 grader, 15 grader osv vinkel. Den nedre formen har en 4~18V dubbelspår och enkelspår med olika spårbredder, såväl som R nedre form, spetsig vinkel nedre form, tillplattad form, etc.

Ultrahög precision
Det är mycket viktigt för formens precision att i hög grad påverka arbetsstyckets precision under böjningsprocessen. Formens slitage måste kontrolleras före användning. Inspektionsmetoden är att mäta längden från den främre änden av den övre formen till axeln och längden mellan axeln på den nedre formen. För konventionella formar bör avvikelsen per meter vara cirka ±0,0083 mm, och den totala längdavvikelsen bör inte vara större än ±0,127 mm. När det gäller precisionsslipformen bör precisionen per meter vara ±0,0033 mm, och den totala precisionen bör inte vara större än ±0,0508 mm. Det rekommenderas generellt att använda finslipningsformar för elektrohydrauliska bockningsmaskiner eller torsionsaxelbockningsmaskiner, och konventionella formar för manuella bockningsmaskiner.
Verktygsdelen av CNC-kantpressmaskinen enligt nedan:

Automatisk fast installation
Den övre formen installeras när skjutreglaget stiger till det övre dödläget, och formklämsystemet kan hålla flera formar på plats tills klämtrycket appliceras.
Hydrauliskt klämsystem
Det hydrauliska klämsystemet är den mest effektiva klämmetoden. Både nya och gamla maskiner kan använda detta spännsystem, vilket sparar tid och kostnader. Om den bärande ytan på den gamla bockningsmaskinen är skadad, kommer det hydrauliska klämsystemet att vara det bästa valet för att avhjälpa skadan, samtidigt som effektiviteten vid fastspänning och installation förbättras.

Tryck automatiskt på plats
När klämtryck appliceras dras den övre dynan upp och pressas automatiskt på plats. Detta eliminerar behovet av att pressa in den övre formen i botten av formen under bockningsprocessen.
Valet av punch/die
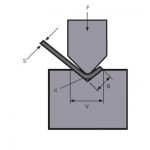
Bestäm först tjockleken på arket som ska böjas. Till exempel vill du böja 0,75 mm till 6,30 mm tjocka plattor. Multiplicera sedan tjockleken på det tunnaste arket med 8 för att uppskatta den minsta nödvändiga V-formstorleken. I det här exemplet är en 0,75 mm platta den minsta formen som krävs, så 0,75×8=6. För det tredje, multiplicera tjockleken på det tjockaste arket med 8 för att uppskatta den maximala V-formade formstorleken.
8 gånger principen
Det vill säga, öppningen av den V-formade formen bör vara 8 gånger tjockleken på arket. Multiplicera tjockleken på arket med 8 för att välja den närmaste formen. Till exempel kräver en 1,5 mm tjock platta en 12 mm form (1,5×8=12 mm). Om det är en 3,0 mm platta krävs en 24,0 mm form. (3,0×8=24,0). Detta förhållande kan ge det bästa vinkelvalet, varför många kallar det "bästa valet". De flesta publicerade böjningsdiagram är också centrerade på denna formel.
Regler för val av modell
Urvalsregeln för att böja L-formade arbetsstycken är att det inte finns några regler, nästan vilken övre form som helst kan användas. Så när man väljer övre formar för en grupp av arbetsstycken kan L-formade arbetsstycken betraktas som sist, eftersom nästan vilken övre form som helst kan böja dem. Vid bockning av dessa L-formade arbetsstycken rekommenderas att använda övre formar som även kan böja andra arbetsstycken. När du köper formar, desto mindre desto bättre. Detta är inte bara för att minimera formkostnaderna utan också för att minska antalet formformer som krävs och för att minska installationstiden.


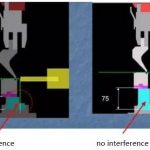
När den övre delen av arbetsstycket är längre än den nedre delen krävs en svanhalsdyna. När den övre sektionen av arbetsstycket är kortare än den nedre sektionen är varje övre stans bra. När den övre sektionen och den nedre sektionen av arbetsstycket har samma längder, krävs en spetsvinkel övre stans. Sammanfattningsvis beror den övre formvalsregeln huvudsakligen på interferensen från arbetsstycket, vilket är där mjukvaran för böjsimulering kan spela en viktig roll. Om det använda systemet inte kan simulera böjningssituationen kan du använda ritningen med rutnätsbakgrunden för att manuellt kontrollera interferensen från det övre formarbetsstycket, som visas i figuren nedan.


Ingen fördjupningsform
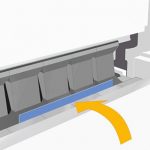
Nästan alla typiska V-formade bockmaskiner kommer att lämna några märken på arbetsstycket, detta beror på att metallen pressas in i formen under bockningen. I de flesta fall är märkena små eller acceptabla. Att öka radien kan minska märkena. Men ibland är även de minsta märkena oacceptabla, som målade eller polerade plåtar före böjning. Nyloninsatser kan användas för att eliminera fördjupningar, som visas i figuren nedan. Intryckningsfri böjning är särskilt viktig för tillverkade flygplans- eller flygdelar eftersom det är svårt för inspektörer att inspektera en del med blotta ögat och urskilja repor och sprickor.

Relaterade produkter
 Hur man väljer tonnage för hydraulisk kantpressmaskin
Hur man väljer tonnage för hydraulisk kantpressmaskin- WILA effektiv lösning för att böja medelstora och tjocka plattor
- Använd färdigheter i CNC-bockningsmaskin
- Konventionell bockningssekvens och daglig användningsspecifikation för bockmaskinsform
- Beräkning av böjkraften under fri bockning av plåtbockningsmaskin
- Vad är kantpressar gjorda av? Vad är kantpressverktyg?
- Hur många typer av hydraulisk kantpress
- Varför lägga till ett kompensationssystem till en kantpressbockningsmaskin
- Vad är kantpressning
- Hur man beräknar böjtillägg för din kantpress