Under de senaste åren har metallbromsbockningsmaskiner använts i stor utsträckning i olika industrier, och bearbetningssortimentet av bockningsmaskiner har expanderat. Det har dock inte förekommit någon systematisk diskussion om beräkning av böjkraft. För närvarande finns det ungefär två typer av formler för beräkning av böjkraft som rekommenderas i handböckerna från olika tillverkare av kantpresssbockningsmaskiner.
![]()
P - böjkraft, KN;
S - plåttjocklek, mm;
l - arkets böjningslängd, m;
V - bredden på den nedre formöppningen, mm;
σb - Materialets draghållfasthet, MPa.
Den av tillverkaren rekommenderade böjkraftsparametertabellen beräknas också enligt ovanstående formel.
Härledningsprocessen och tillämpningsomfånget för beräkningsformeln för böjkraft
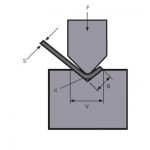
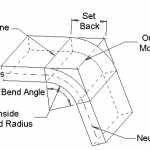
Figur 1 är ett schematiskt diagram över arbetet under plåtböjning. Följande beskriver härledningsprocessen för böjkraftsberäkningsformeln och två ytterligare parametervillkor. För det första finns sådana rekommendationer i produktmanualen. Vid fri bockning är den valda nedre dynans öppningsbredd V 8 till 10 gånger plåttjockleken S. Här tar vi bildförhållandet .

Figur 1 Schematiskt diagram av böjning
P - böjkraft
S - plåttjocklek
V - nedre dynans öppningsbredd
r - den inre radien när plåten är böjd
K - bredden på den horisontella projektionen av böjningsdeformationszonen![]() =9
=9
För det andra listar tillverkaren motsvarande värden på formbredden V och den inre diametern r för bockningsarbetsstycket på parametertabellen för böjkraft. I allmänhet är r=(0,16~0,17)V. Här är förhållandet mellan diameter och bredd ![]() =0.16.
=0.16.
Under böjningsprocessen av plåten är materialet i deformationszonen i ett mycket plastiskt deformationstillstånd och det böjs i en vinkel runt mittlinjen. På den yttre ytan av böjningszonen kan mikrosprickor uppstå i vissa fall. På tvärsnittet av deformationszonen, med undantag för närheten av det centrala lagret, är spänningarna vid andra punkter nära materialets draghållfasthet. Den övre delen av det neutrala lagret komprimeras och den nedre delen spänns. Figur 2 visar ett tvärsnitt och motsvarande spänningsdiagram i deformationszonen.

Figur 2 Stressdiagram
S - plåttjocklek
l - arkböjningslängd
Böjmomentet på tvärsnittet av deformationszonen är:

Böjmomentet som genereras av maskinens böjkraft i deformationszonen är (se figur 1):
![]()
Från![]()
![]()
Vid användning av universalformar för fri bockning på en bockningsmaskin böjs det mesta av plåten 90°. Som visas i figur 3. K är:
![]()
Om vi ersätter K med ekvation (1) får vi:

Draghållfastheten för vanliga material σb=450N/mm2, ersätter formel (2) med:
![]()
Det kan ses från härledningsprocessen att när man använder ekvation (2) eller ekvation (3) för att beräkna böjkraften, de två ytterligare
parametervillkor som nämns ovan måste uppfyllas. Det vill säga bildförhållandet![]() =9, diameter-till-bredd-förhållandet
=9, diameter-till-bredd-förhållandet![]() =0.16, annars kommer det att orsaka ett stort fel.
=0.16, annars kommer det att orsaka ett stort fel.

Figur 3 Fri böjning
S - plåttjocklek
r - den inre radien när plåten är böjd
K - bredden på den horisontella projektionen av böjningsdeformationszonen
Nya metoder och steg för beräkning av böjkraft
På grund av konstruktions- eller processkrav är det ibland svårt att uppfylla ovanstående två ytterligare krav samtidigt. För närvarande bör den rekommenderade beräkningsformeln inte användas för att beräkna böjkraften utan bör utföras enligt följande steg.
(1) Enligt plåttjockleken S, böjradien r och den nedre munstycksöppningen V, beräknas förhållandet mellan bredd och tjocklek respektive förhållandet diameter till bredd.
(2) Beräkna projektionsbredden för deformationszonen enligt plåtens deformation.
(3) Använd formel (1) för att beräkna böjkraften.
I beräkningsprocessen har skillnaden mellan böjradien och förändringen av motsvarande deformationszon beaktats. Böjkraften som beräknas utifrån detta är mer exakt och tillförlitlig än resultatet beräknat med den vanligtvis rekommenderade formeln. Ge nu ett exempel för att illustrera, som visas i figur 4.

Figur 4 Ny beräkningsmetod
Känd: Plåttjockleken S=6mm, plåtlängden l=4m, böjradien r=16mm, den nedre formöppningens bredd V=50mm och materialets draghållfasthet σb=450N/mm2. Hitta den böjkraft som krävs för fri böjning.
Hitta först bildförhållandet och diameter-till-breddförhållandet:
![]()
För det andra, beräkna projektionsbredden för deformationszonen:

Använd slutligen ekvation (1) för att hitta böjkraften:
![]()
Om den vanliga rekommenderade formeln används för att beräkna böjkraften:
![]()
Från ![]() = 1,5, det kan ses att skillnaden mellan de två är 1,5 gånger. Anledningen till detta fel är att böjradien i detta exempel är relativt stor, och motsvarande deformationsarea ökar, så en större böjkraft krävs vid böjning. I detta exempel är diameter-till-bredd-förhållandet=0,32, vilket har överskridit de ytterligare villkoren för parametrarna som introducerats ovan. Det är uppenbarligen olämpligt att använda den vanligtvis rekommenderade formeln för att beräkna böjkraften. Du kan se fördelarna med den nya beräkningsmetoden från detta exempel.
= 1,5, det kan ses att skillnaden mellan de två är 1,5 gånger. Anledningen till detta fel är att böjradien i detta exempel är relativt stor, och motsvarande deformationsarea ökar, så en större böjkraft krävs vid böjning. I detta exempel är diameter-till-bredd-förhållandet=0,32, vilket har överskridit de ytterligare villkoren för parametrarna som introducerats ovan. Det är uppenbarligen olämpligt att använda den vanligtvis rekommenderade formeln för att beräkna böjkraften. Du kan se fördelarna med den nya beräkningsmetoden från detta exempel.
Slutsats
Stegen och formlerna för beräkning av böjkraften som introduceras här är inte bara tillämpliga på vinkelböjning av plåt utan även tillämpliga på bågböjning (strängt taget bör det kallas vinkelböjning med en extra stor böjradie). Det bör påpekas att formen på formen är speciell när plåten böjs till en bågform. Vid beräkning av projektionen av deformationszonen måste den beräknas enligt de tekniska parametrarna som ställs in i den tekniska processen, som inte kan uttryckas med en enkel formel.
När du designar en bågformad form, med den metod som introduceras i denna artikel för att beräkna böjkraften, kan tillfredsställande resultat erhållas.
Relaterade produkter
 Hur man väljer den lämpliga pressbromsbockningsmaskinen
Hur man väljer den lämpliga pressbromsbockningsmaskinen- Hur man väljer tonnage för hydraulisk kantpressmaskin
- Varför lägga till ett kompensationssystem till en kantpressbockningsmaskin
- WILA effektiv lösning för att böja medelstora och tjocka plattor
- Använd färdigheter i CNC-bockningsmaskin
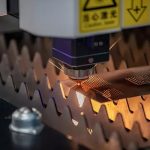
- Fördelar med fiberlasrar för dess framtida permeabilitet i ledande industrier
- Konventionell bockningssekvens och daglig användningsspecifikation för bockmaskinsform
- Kantonmässan
- Vad är kantpressning
- Hur man beräknar böjtillägg för din kantpress