| giljotinklippningsmaskin | swing beam klippmaskin | |
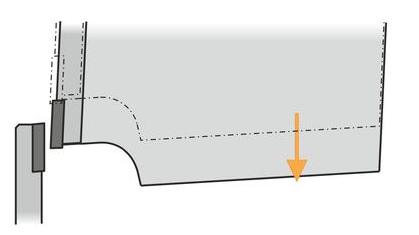
| Strålens rörelseriktning | den övre strålen rör sig rakt | svängbalken rör sig med det övre bladet i en cirkelbåge |
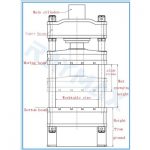
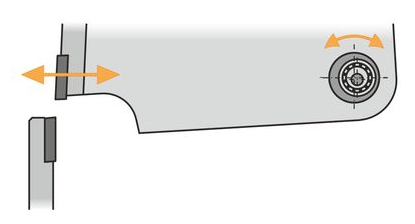
| Bladhållare | Bladhållaren på giljotinklippmaskinen rör sig vertikalt och linjärt i förhållande till den nedre kniveggen för att säkerställa att klipparket vrids och deformeras med liten rakhet och mer exakt. | Bladhållarkroppen på svängbalksklippmaskinen är krökt och den använder bågpunktskontakt för att säkerställa rakheten hos det klippta materialet. |
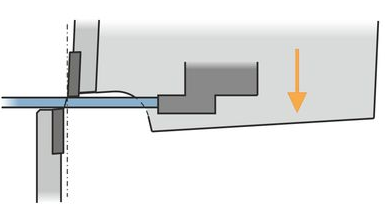
| Övre bladgenomträngning | Det övre bladet penetrerar materialet med en förskjutning (bladsavstånd) till det undre bladet. ● Sned bruten skärlinje. ● Större grad, särskilt när knivarna inte är vassa.
| Det övre bladet penetrerar metallplåten ovanför det undre bladet. ● Rena, rätvinkliga snitt nästan utan grader.
|
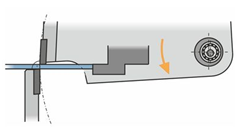
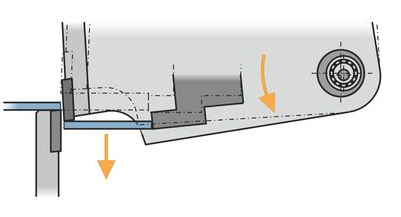
| Övre och undre blad | ● Det övre och nedre bladet gnider mot varandra när bladets spel är lågt, så bladen blir matta. ● Frekventa bladbyten krävs.
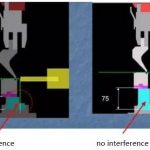
| ● Snittet görs genom en svängningsrörelse av svängbalken. Efter att snittet har gjorts rör sig det övre bladet bort från det nedre bladet. Förhindrar att ämnet fastnar mellan det nedre bladet och backspärren. ● Du behöver inte byta bladet ofta.
|
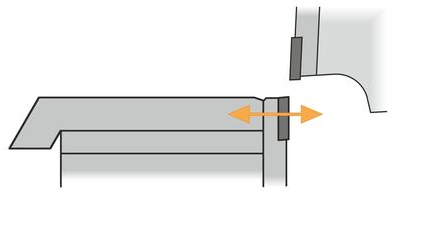
| Justering av bladspel | ● Tråkig och kostsam frigångsjustering genom ompositionering av klippbordet. ● Långa stilleståndstider. ● Kompromissar ofta med skärkvaliteten.
| ● Bladspelet kan enkelt justeras genom att helt enkelt vrida skärgapet excentrisk. ● Korta inställningstider. ● Automatisk justering på maskiner med högre kapacitet.
|
| Sektionsvy av bladet | Fyrkant | Diamantformad fyrsidig form |
| Rörelsespår för bladet | Bladet rör sig vertikalt | Bladet rör sig med en lätt båge när du skär plattan. |
| Plan för bladutbytet | Bladets fyra plan kan bytas ut. | Bladets två plan kan användas omväxlande. |
| Stabilitet | När maskinen är igång driver oljecylindrarna i båda ändar det övre bladet att röra sig upp och ner linjärt, med stark stabilitet. | När maskinen är igång driver oljecylindrarna i båda ändar det övre bladet att röra sig upp och ner i en båge. Därför är stabiliteten inte lika bra som giljotinsaxen. |
| Tjocklek på skärbrädor | Den hydrauliska giljotinklipparen är lämplig för skärbrädor över 10 mm. | Svängbalksklippmaskiner är lämpliga för att skära tunna plåtar under 10 mm (inklusive 10 mm). |
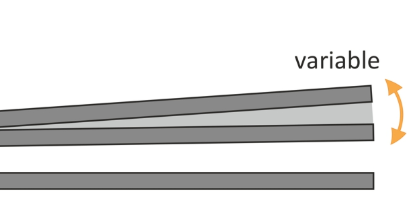
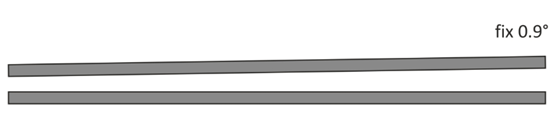
| Skjuvningsvinkeln | Skjuvvinkeln på giljotinklippningsmaskinen kan justeras. | Skjuvvinkeln på svängbalksklippmaskinen är fast och kan inte justeras. |
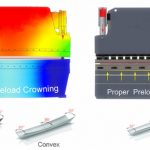
| Nedskärningar | Vridskärningar De hydrauliska giljotinklippmaskinerna använder en variabel spånvinkel. Låg lutningsvinkel för tunna material. Höga spånvinklar för tjockare material. Maskiner kan byggas lättare. Resultaten är tvinnade delar med smala remsor.
| Vridfria snitt Svängbalksklippning kräver en ridsaxdesign. Anledningen är den låga spånvinkeln, som är fixen för alla materialtjocklekar. Låg spånvinkel resulterar i vridfria delar från ca 10-15 x plåttjocklek.
|
Relaterade produkter
 Hur man justerar bladgapet på hydraulisk klippmaskin
Hur man justerar bladgapet på hydraulisk klippmaskin- Drift och underhåll av CNC-plåtbroms
- QC11Y Hydraulisk giljotinklippningsmaskin
- Hur man använder giljotinklippningsmaskinen
- Dagligt underhåll av CNC-fiberlaserskärmaskin
- Underhåll av hydraulisk pressmaskin
- Hur man väljer den lämpliga pressbromsbockningsmaskinen
- Vad är kantpressar gjorda av? Vad är kantpressverktyg?
- Hur man gör avböjningskompensation för CNC-plåtbockare
- E21S hydraulisk giljotinklippningsmaskin