Klippmaskiner används ofta inom plåtbearbetningsindustrin. Den till synes enkla klippningen innehåller faktiskt många knep, från justeringsstegen för bladgapet till justeringsteknikerna för olika material och till och med valet av blad. Relaterat till skärkvaliteten kommer det följande att introducera det relevanta innehållet i justeringen av skärbladets gap i detalj från många aspekter.
Handhjulet för justering av bladgapet: (hydraulisk klippmaskin med svängbalk)

Elektrisk justering av bladeggens spel (hydraulisk giljotinklippning)

Bladfrigång för olika saxar
Svängbalksklippmaskinen är utrustad med en snabb mekanism för justering av bladgapet, som kan justera bladgapet som är bra för skärning enligt olika plåttjocklekar och material, och är utrustad med en noggrann parametertabell för referensval, och erhåller tillfredsställande skärning kvalitet genom rimligt bladgap. När verktygsstolpen roterar kommer skjuvvinkeln och skjuvgapet för svängbalksaxen att ändras.
Anta trepunktsrullar som styrs genom kraften till den främre rullen av den papilionartade fjädern, skärbalken håller tätt kontakt med de två bakre rullarna. Vid skärning kommer systemet elektriskt att justera kniveggsgapet efter behoven hos olika ark för att få bättre skärkvalitet.

Skillnaden i justering av bladgap
Svängbalksklippningsmaskinen har funktionen att manuellt justera bladgapet, vrid bara på handtaget. Giljotinsaxen har funktionen att elektriskt justera bladgapet, vilket kan justeras mer bekvämt och exakt genom systemet, vilket är fördelaktigt för att få bättre klippkvalitet.

| Steg för justering av bladgapet |
| 1. Ta bort det nedre bladet och rengör det bit för bit |
| 2. Bladet kan användas på alla fyra sidor, och den valda sidan är tätt installerad. Och kontrollera bladets rakhet i horisontell och vertikal riktning. |
| 3. Det övre bladet är fixerat och kan inte justeras. Vi justerar skärbladets gap genom att justera det nedre bladet. |
| 4. Hitta vänster och höger skruvar på det nedre bladet för att öka spelet, vanligtvis på den yttersta sidan. |
| 5. Hitta de två ställskruvarna till vänster och höger om det nedre bladet som trycker på det nedre bladet för att minska mellanrummet. Det finns låsta reservmuttrar på dem. Generellt på insidan. |
| 6. Lossa vänster och höger fyra bultar på det nedre knivbordet |
| 7. Det övre bladet sänks till rätt läge genom manuell vridning, och operatören går till skärmaskinens stansningsområde för att påbörja justeringen |
| 8. Använd en bladmått för att grovt justera till 0,5 mm från den lediga delen av de övre och nedre bladen på vänster hand |
| 9. Manuell vridning gör att bladet flyttas upp till mittläget och grovt justeras till 0,5 mm. |
| 10. Manuell vridning gör att bladet rör sig upp till rätt läge där de övre och nedre knivarna inte är urkopplade. Mittläget är grovt justerat till 0,5 mm. |
| 11. Vrid det övre bladet manuellt till rätt läge och påbörja finjusteringen. |
| 12. Använd avkännarmätaren för att finjustera läget där de övre och nedre bladen på vänster hand inte biter förrän de tre trådarna i avkännarmätaren kan komma in i de fem trådarna. |
| 13. Vrid upp bladet manuellt till mittläget och påbörja finjusteringen tills avkännarmätaren kan gå in i tre trådar och fem trådar inte kan gå in. |
| 14. Vrid upp bladet manuellt till det läge där de övre och nedre knivarna inte är urkopplade på höger sida och påbörja finjusteringen tills avkännarmätaren kan gå in i tre trådar och fem trådar inte kan gå in. |
| 15. När skäreggen på klippmaskinen är vass, om det finns grader på kanten av det klippta arket, kan gapet mellan de övre och nedre klingorna minskas på lämpligt sätt. |
Vanliga problem och knivjusteringsförmåga
De vanligaste metallplattorna är:
1. Tjocka plattor över 13mm.
2. 0,2~4mm tunn platta.
3. Blomstavla.
4. Högspänningsplatta (används vanligtvis i bilplåt).
5. Titanplåt
Det vanligaste bladproblemet är flisning eller verktygsbuckla. Som svar på dessa problem måste vi först bestämma gapet mellan de övre och nedre bladen.
Justeringsförmågan hos blad
När du justerar bladet bör du ställa in mellanrummet från cirka 2~3 mm tjockare än plattans tjocklek. Det vill säga när du vill skära en 5 mm tjock platta bör du börja justera från 7 mm eller 8 mm, och sakta justera ner den, när du skär ut den. Skärytan på plattan visar 1/3 ljus yta och 2/ 3 matt yta, vilket ger bästa skäreffekt. Detaljerna är följande:


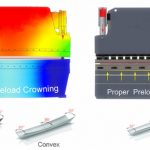
Spaltinställningen vid skärning av mönsterbrädan är knepig, och den måste justeras från den tjockaste tjockleken beräknad från den mest konvexa punkten på mönsterbrädan, istället för att använda skivans tjocklek direkt. Att skära den konvexa sidan av mönstret nedåt kan också förlänga verktygets livslängd.
Dessutom måste plåtens material beaktas, speciellt vid skärning av rostfritt stål. Skärverktyget måste vara vasst, slitstarkt och segt. Därför bör bladet på den hydrauliska klippmaskinen diskuteras. Förutom vinkeln på kniveggen och annan utseendedesign och produktionsprecision är det valda materialet en nyckelfaktor som påverkar verktygets kvalitet.
Relaterade produkter
 Skillnaden mellan giljotinklippningsmaskinen och svängbalksklippningsmaskinen
Skillnaden mellan giljotinklippningsmaskinen och svängbalksklippningsmaskinen- Drift och underhåll av CNC-plåtbroms
- Hur man använder giljotinklippningsmaskinen
- Introduktionen av kombinerad stans- och klippmaskin
- QC12 giljotinskjuvning Hydraulisk plåtskärmaskin
- Reparation av vanliga fel på hydraulisk klippmaskin och underhåll av oljekretssystemet
- Vanliga fel och felsökningsmetod för hydraulisk press med fyra kolumner
- Hydraulisk giljotin Plåtplåt Rostfritt stål klippmaskin
- Hur man gör avböjningskompensation för CNC-plåtbockare
- QC11Y Hydraulisk giljotinklippningsmaskin